The operation process of the circular knitting machines is essentially a movement process in which the parts rotate in the circular direction, and most of the parts are installed and run around the same center of the circle. After a certain period of operation, the machines in the knitting factory need to be overhauled. In addition to cleaning the machine and replacing the worn parts, the main task of the overhaul is to check whether there is any change in the installation accuracy and operation accuracy of each part. If there is a change and exceeds the range of accuracy requirements, it must be corrected.
The reasons why the roundness and flatness of the needle cylinder, dial and other parts cannot reach the required range are analyzed below.
1 Influencing factors when the roundness of the cylinder cannot meet the standard
1.1 The operation of the gear plate cannot meet the required accuracy
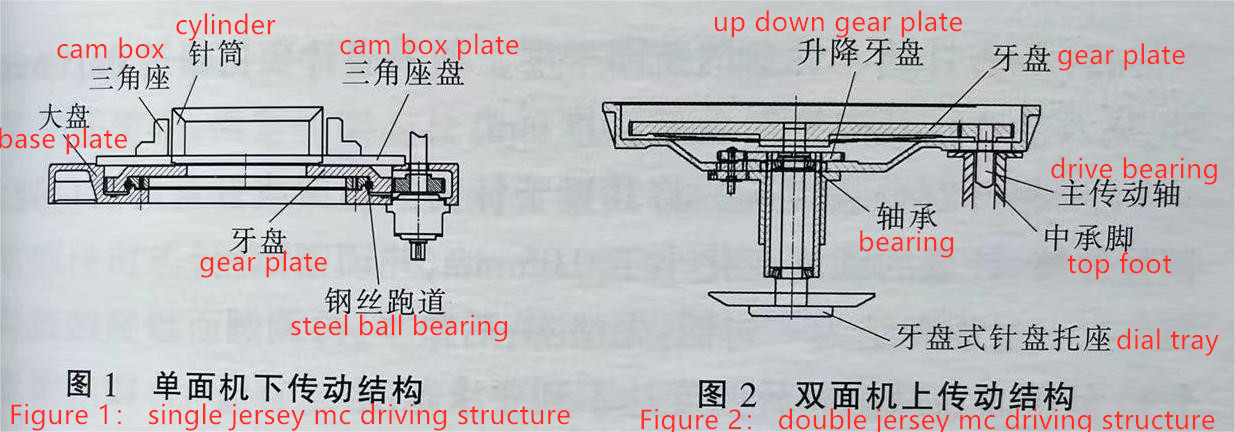
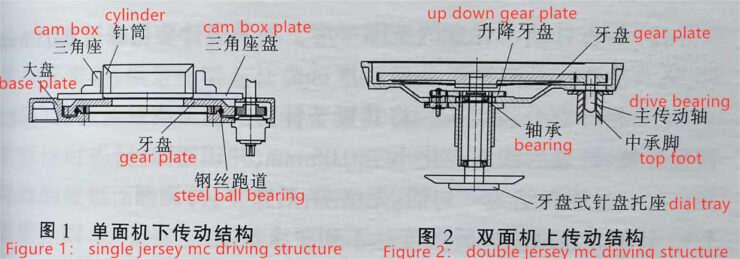
For example: the wear of the positioning part between the base plate and the gear plate (mostly seen in the wear-resistant plate type operation mode) leads to looseness of the gear plate or the wear and loosening of the steel ball wire track (more common in the steel ball wire track type operation mode), the wear and looseness of center sleeve gear on the double jersey circular knitting machines etc, all these can cause the roundness of the needle cylinder to fail to meet the required accuracy. The inspection method is as follows: keep the machine in a static state, put the head of the dial indicator on a certain point of the dial bracket of the tooth disc (if the fixing screws of the needle cylinder or dial and the dial or dial bracket are not connected When loosening, the watch head can also be pushed against a certain point of the needle cylinder or dial), and the watch seat is sucked on a part that does not operate with the gear plate or dial tray, such as a base plate, a large tripod, etc., as shown in Figure 1, Figure 2 shows. Push and pull the gear plate or the dial tray hard, and observe the change range of the pointer of the dial indicator. If it is less than 0.01 mm, it proves that the running accuracy of the gear plate is very good; when it is greater than 0.01 mm and less than 0.03 mm, the accuracy is better; greater than 0.03 mm and less than 0.05 mm mm, the accuracy is average; when it is greater than 0.05 mm, the running accuracy of the gear plate is poor. At this time, it is very difficult or impossible to adjust the roundness of the dial to within 0.05 mm. It is necessary to restore the gear plate’s or tray’s running accuracy.
1.2 The contact surface between the gear plate and the needle cylinder of circular knitting machines is uneven or the contact surface between the dial plate and the bracket is uneven
When the contact surface is not smooth, after being tightened and fixed by the fastening screw, the gap between the needle cylinder, the dial and the gear plate and the bracket will be forcibly pressed tightly, resulting in elastic deformation of the needle cylinder and needle dial. Therefore, the roundness changes, beyond the required range. From the point of view of actual operation, if the gear plate is slowly rotated when the fastening screw is loosened, the roundness of the needle cylinder and dial can be easily adjusted to within 0.05 mm, but when the roundness is checked after tightening the screw, it is much more than 0.05 mm The required range within mm. The steps to resolve this issue are as follows:
- Loosen the fastening screw, and roughly adjust the needle cylinderand dial to a circleto be just less than 0.03 mm.
- Release the meter head, place the dial indicator head on the end face of the needle cylinderor the end face of the dial, turn the fastening screws one by one to the point where the meter head points, tighten the screws, and observe the data change of dial indicator, if the reading becomes smaller, it proves that there is a gap between the needle cylinder, the needle plate and the gear plateor the bracket here.
- When the indicatorneedle changes, place gaskets of appropriate thickness on both sides of the fastening screw, tighten the screw and observe the change of the dial indicatoruntil the change is less than 0.01 mm after adjusting the locking screw, preferably is no change. Turn to the next fastening screw and repeat the above process until each fastening screw is locked, and the change of the dial indicator is less than 0.01mm, that is, there is no gap between the needle cylinder, the dial and the gear plate or the bracket at the fastening screw . It should be noted that after the adjustment of each screw position is completed, the screw should be loosened before entering the next screw, so as to ensure that the needle cylinder and dial of circular knitting machines are always in a relaxed state during the adjustment process.
- Check the round flatness of the needle cylinder and dial, if the indicator needle changes more than 0.05mm, insert a gasket to adjust it to less than 0.05mm.
- Loosen the head of the dial indicator, place it on the side of the needle cylinderor the opening of the dial, adjust the roundness of the needle cylinderand dial to less than 0.05 mm, and tighten the screws.
The above process can be summed up in one sentence: first make sure, then make flat, and then adjust round.
1.3 The roundness cannot reach the required range due to the defects of the cylinder itself
The method of judging the defects of the circular knitting machines cylinder is actually very simple. First, operate according to the steps mentioned in section 1.1.12 to eliminate the interference factors of the gear plate and bracket. Then try to adjust the roundness of the needle cylinder and needle dial of circular knitting machines as much as possible. If the roundness is still greater than 0.05 mm at this time, record the roundness value of each point of the needle cylinder and needle dial in detail. Analyzing these data, if the difference between the roundness values of two points on the opposite corners of the needle cylinder and dial is less than 0.02 mm, and the overall roundness of the needle cylinder and dial is greater than 0.05 mm, the shape of the needle cylinder can be basically judged. It is oval, which should belong to the defects of the needle cylinder and dial itself. If the roundness value of the whole circle is very close, only a certain point exceeds the standard, and the roundness value at this place does not change after the fastening screw is loosened, it can also be concluded that the roundness of the dial and needle cylinder is biased. It is a defective cylinder. It should be noted that when detecting such defects, the work of parts 1.1 and 1.2 must be done meticulously, the sampling data must be accurate and detailed, the analysis must be organized, and the logic must be rigorous. The conclusions drawn in this way are accurate and can stand scrutiny.






{kind=link}
{kind=link}